El moldeo por soplado es un proceso utilizado para fabricar piezas de plástico huecas gracias a la expansión del material. Esto se consigue por medio de la presión que ejerce el aire en las paredes de la preforma, si se trata de inyección-soplado, o del párison, si hablamos de extrusión-soplado.
Este proceso se compone de varias fases, la primera es la obtención del material a soplar, después viene la fase de soplado que se realiza en el molde que tiene la geometría final, puede haber una fase intermedia entre las dos anteriores para calentar el material si fuera necesario, seguidamente se enfría la pieza y por último se expulsa. Para facilitar el enfriamiento de la pieza los moldes están provistos de un sistema de refrigeración así se incrementa el nivel productivo.
Moldeo por inyección-soplado
El moldeo por inyección-soplado consiste en la obtención de una preforma del polímero a procesar, similar a un tubo de ensayo, la cual posteriormente se calienta y se introduce en el molde que alberga la geometría deseada, en ocasiones se hace un estiramiento de la preforma inyectada, después se inyecta aire, con lo que se consigue la expansión del material y la forma final de la pieza y por último se procede a su extracción. En muchas ocasiones es necesario modificar el espesor de la preforma, ya sea para conseguir una pieza con diferentes espesores o para lograr un espesor uniforme en toda la pieza, pues en la fase de soplado no se deforman por igual todas las zonas del materiales. La ventaja de usar preformas consiste en que estas se pueden inyectar y almacenar, producir diferentes colores y tamaños, los cuales pueden hacerse en lugares distintos a donde se realizará el soplado. Las preformas son estables y pueden ser sopladas a velocidad alta según la demanda requerida.
Moldeo por extrusión-soplado
El moldeo por extrusión soplado es un proceso de soplado en el que la preforma es una manga tubular, conformada por extrusión, llamada párison, el cual se cierra por la parte inferior de forma hermética debido al pinzamiento que ejercen las partes del molde al cerrarse, posteriormente se sopla, se deja enfriar y se expulsa la pieza.
Moldeo por coextrusión-soplado
Mediante esta técnica de soplado se consigue productos multicapa. Esto puede interesar por diversas cuestiones como son; incluir diferentes características de permeabilidad, disminuir el costo de los materiales, al poder utilizarse materiales reciclados o de menor calidad, combinar características ópticas de los polímeros o crear efectos de colores iridiscentes.
El párison extruido incluye todas las capas necesarias que en forma de tubo ingresan al molde, en la misma forma que el párison de monocaparazoneraz . Además el control de espesor del párison se puede llevar a cabo al igual que en el proceso de extrusión-soplado.
MATERIALES A LOS QUE SE APLICA
Los materiales empleados para el proceso de soplado pertenecen a la familia de los termoplásticos. Esto se debe a que se necesita que el material tenga un comportamiento viscoso y se pueda deformar cuando tenga una temperatura determinada, pues de otra forma la presión ejercida por el aire inyectado no podría expandir el material por la cavidad del molde. Los principales termoplásticos utilizados dependen de la técnica empleada, para extrusión-soplado son; PEBD, PEAD, PVC-U, PS, PP, PA y ABS. Los utilizados en la técnica de inyección soplado son; todos los empleados en extrusión-soplado y además el PE cristal y PET.
VIDEO
MOLDEADO POR EXTRUSION
El moldeo por compresión es un proceso conformado de piezas en el que el material, generalmente un polímero, es introducido en un molde abierto al que luego se le aplica presión para que el material adopte la forma del molde y calor para que el material reticule y adopte definitivamente la forma deseada.
En algunos casos la reticulación es acelerada añadiendo reactivos químicos, por ejemplo peróxidos. Se habla entonces de moldeo por compresión con reacción química.
También se utiliza este proceso con materiales compuestos, por ejemplo plásticos reforzados con fibra de vidrio. En este caso el material no reticula sino que adopta una forma fija gracias a la orientación imprimida a las fibras durante la compresión.
El moldeo por compresión se utiliza en forma común para procesar compuesto de madera y plástico, obteniendo un material económico y durable que generalmente se usa en techos, pisos y perfiles en diseño de jardines. El moldeo por compresión es el método menos utilizado en obtención de piezas
Características del proceso
El uso de compuestos de plástico termoestable caracteriza a este proceso de moldeo de muchos otros procesos de moldeo. Estos termoestables pueden ser ya sea en forma de pellets o de preformas. A diferencia de algunos de los otros procesos nos encontramos con que los materiales suelen ser precalentado y se cuantifican antes del moldeo. Esto ayuda a reducir el exceso de rebarbas. Insertos, generalmente metálico, también puede ser moldeados con el plástico. Se evitan retenciones en la forma del molde, que generan que la eyección sea especialmente difícil. Se ha vuelto una práctica común precalentar la carga antes de colocarla en el molde; esto suaviza el polímero y acorta la duración del ciclo de producción. Los métodos de precalentamiento incluyen calentadores infrarrojos, calentamiento por convección en estufa y el uso de tornillos giratorios dentro de un cilindro calentado. Esta última técnica (tomada del moldeo por inyección) se usa también para medir la cantidad de la carga.
Esquema del proceso
El moldeo por compresión se inicia, con una cantidad determinada de colocada o introducida en un molde. Luego el material se calienta a un estado maleable y moldeado. Poco después, la prensa hidráulica comprime el plástico flexible contra el molde, dando como resultado una pieza perfectamente moldeada que mantiene la forma de la superficie interior del molde. Después la prensa hidráulica retrocede, un pin eyector en el fondo del molde rápidamente expulsa la pieza final fuera del molde y entonces, el proceso concluye.
Esquema del proceso
Prensa para moldeo de plásticos
Prensa
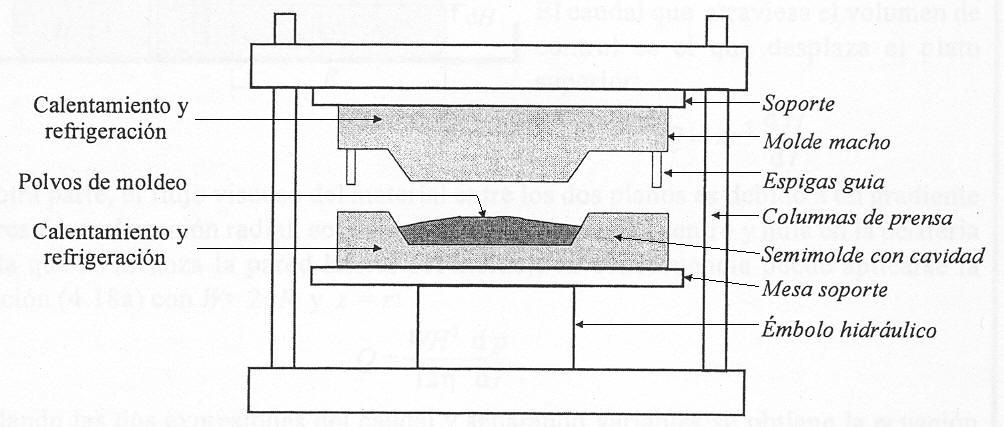
Las prensas de moldeo por compresión están orientadas verticalmente y contienen dos placas a las cuales se sujetan las mitades del molde. El proceso involucra dos tipos de actuación: 1) carrera ascendente de la placa del fondo o 2) carrera descendente de la placa superior, pero esta última es la configuración más común. Un cilindro hidráulico acciona generalmente las placas, el cual puede diseñarse para suministrar fuerzas de sujeción de hasta varios cientos de toneladas. Las prensas de compresión del molde se fabrican en una amplia variedad de tamaños. La mayoría de las prensas utilizan un cilindro hidráulico con el fin de producir la suficiente fuerza durante la operación de moldeo. Lasprensas pueden generar presiones que van desde 300 a 4.000 toneladas. La resina es aditivada con la preforma, (en el caso de SMC y BMC ya contienen todos los componentes, incluida la fibra, resina, cargas, catalizador etc.). El calor y la presión se aplican, con rangos de temperatura de 225°F a 325°F (107°C a 163°C) y 150 a 1.000 psi de presión, necesarios para curar las piezas. Los ciclos pueden variar desde menos de uno minuto a cinco minutos. Las maquinaria constan de un molde “émbolo” macho y un molde hembra y espigas guías que aseguran el encastre perfecto entre ambos.
Moldes
Los moldes para este proceso son generalmente más simples que los de su contraparte, el moldeo por inyección. No hay vertederos o sistemas de alimentación en un molde por compresión y se procesan partes de formas más simples debido a que los materiales termofijos poseen una capacidad de flujo más baja. Sin embargo, se necesitan accesorios para calentar el molde que puede hacerse mediante resistencia eléctrica, vapor o circulación de aceite caliente. Los moldes de compresión pueden clasificarse en moldes manualesusados para corridas de ensayo; semiautomáticos, en los cuales a la etapa de prensado le sigue un ciclo programado, pero el operador carga y descarga manualmente la prensa; y automático el cual opera bajo ciclos de prensado completamente automático (incluyendo la carga y la descarga automática).
Materias primas
Las resinas termoestables típico utilizadas en las piezas moldeadas por compresión son poliésteres, poliuretanos, resinas urea-formaldehído, ésteres de vinilo, resinas epoxi y resinas fenólicas. Los elastómeros (ejemplo: cauchos y siliconas) también suelen ser moldeados por compresión. Como se ha hecho mención anteriormente algunos termoplásticos también pueden ser moldeados por compresión, pero por cuestiones de tiempo de ciclo, por lo general se utiliza el moldeo por inyección en estos últimos, salvo el caso de termoplásticos de difícil procesado o bajas cantidades o piezas técnicas.
Las materias primas utilizadas pueden estar en forma de pellets, polvo, liquido, preformas sólidas o en estado semisólido.
Piezas producidas por compresión
Este proceso se utiliza comúnmente para la fabricación de componentes eléctricos, vajilla, y engranajes. Este proceso también se usa para producir botones, hebillas, perillas o manijas, carcasas de aparatos eléctricos y grandes contenedores. Los discos fonográficos de PVC se producían por este método.
Principales aplicaciones:
- Materiales termoplásticos y elastómeros, para piezas de pequeñas dimensiones. - Compuestos reforzados con fibras de vidrio (a partir de resinas epoxi, de poliéster, etc.):
2.SMC (sheet molding compounds): se sitúan en el molde alternativamente capas de fibras de aproximadamente 25mm y capas de mezcla de resina y otros componentes. Preferentemente utilizado para piezas de gran superficie y pequeño espesor. Ejemplo: paneles para vehículos.
3.TMC (thick molding compounds): combinación en capas de BMC y SMC, para placas de gran espesor.
- (Modificación de la técnica) Estampado de chapas y preformas de termoplásticos (thermoplastics sheet stamping), reforzados con fibras textiles o de vidrio.
- Ya no utilizada para termoplásticos o utilizado en menor medida (ejemplo: era el método para la producción de discos LP).
Ventajas del moldeo por compresión:
Fluido en pequeñas distancias: menores tensiones internas.
Bajo costo de mantenimiento y de fabricación de moldes.
Diseño sencillo de moldes, al no haber entrada y canales.
Permite moldeo de piezas complejas
Buen acabado superficial (en general)
Desechos de materiales relativamente bajo
Desventajas del moldeo por compresión:
El molde debe mantenerse a temperatura no excesiva, para que las paredes no curen mucho más rápido que el interior. Por tanto, tiempos largos de curado.
No es aconsejable para este método en caso e empleo de moldes de formas complejas
En el moldeo por compresión el material, bien líquido, o en forma de polvo, granza o de pastillas preformadas (preformas), se coloca en el molde caliente, y este se cierra lentamente, hasta que las dos mitades del molde ejercen presión sobre el material. Conforme el molde va cerrándose, el material es obligado a ocupar todas las partes de la cavidad de moldeo. En ciertos casos, es ventajoso realizar el moldeo cerrando primeramente el molde casi por completo y abriéndolo después unos segundos antes de aplicar la presión definitiva. De esta forma se deja “respirar" al material, para permitir la evacuación del gas que queda atrapado entre el polvo de moldeo o que es generado en la reacción de polimerización. Una vez que el molde se ha cerrado completamente se aplica la máxima presión, que provoca el llenado final y completo de la cavidad. Bajo la acción conjunta del calor y la presión tienen lugar las reacciones de entrecruzamiento que transforman al material termoendurecible en termoestable, proceso que se conoce vulgarmente como "curado”. Tras el curado se abre el molde y se extrae la pieza totalmente sólida, que solamente alcanza su rigidez definitiva cuando se ha enfriado totalmente. Cuando la pieza tiene forma complicada o grandes dimensiones, es aconsejable colocarla en conformadores después de extraerla del molde, para evitar que se deforme mientras se enfría.
El moldeo por compresión podría definirse de la siguiente forma:
• Apertura del molde
• Extracción de las piezas moldeadas en el ciclo anterior
• Preparación del molde, lo que incluye limpieza del molde y lubricación para facilitar la extracción de la pieza siguiente y colocación de las inserciones metálicas, si las hubiera, y del compuesto de moldeo, bien líquido, en forma de polvo o de pastilla
• Cierre del molde caliente y aplicación de presión.
• Apertura del molde para dejarlo "respirar" y permitir la salida de humedad y materias volátiles
• Aplicación de toda la presión al molde caliente y mantenimiento durante el tiempo necesario hasta que el material haya curado totalmente
• Extraction de la pieza
La temperatura del molde y la presión aplicada son los factores más importantes del proceso. Además de estas variables, otros factores que influyen en la calidad de las piezas moldeadas por compresión son: el diseño de la pieza que debe moldearse, la velocidad de cierre de la prensa, la plasticidad del material y las condiciones en que se encuentra la superficie de la cavidad de moldeo. Es importante poner en la cavidad de moldeo la cantidad exacta de material que se necesita, pues una cantidad en defecto puede dar lugar a piezas porosas con baja densidad y con malas propiedades mecánicas, mientras que una cantidad en exceso puede dar lugar a excesivas rebabas.
El moldeo por compresión tiene algunas limitaciones, y no es muy aconsejable cuando se trata de moldear artículos de forma muy complicada con resaltes, entrantes o pequeños taladros laterales. Tampoco es aconsejable para moldear artículos de paredes gruesas (1 cm o más). Valores típicos de temperatura del molde, presión de moldeo y tiempo de moldeo para, por ejemplo, una resina fenólica son 150-200 °C, 20000 kg/cm" y 1.5 mm, respectivamente.
Los moldes en moldeo por compresión suelen tener áreas muy elevadas, por lo que las prensas utilizadas deben desarrollar elevadas fuerzas de cierre. La figura siguiente muestra una prensa típica empleada en moldeo por compresión.
VIDEO
MOLDEADO POR EXTRUSION
La extrusión de polímeros es un proceso industrial mecánico, en donde se realiza una acción de moldeado del plástico, que por flujo continuo con presión y empuje, se lo hace pasar por un molde encargado de darle la forma deseada. El polímero fundido (o en estado visco-elastico) es forzado a pasar a través de un dado también llamado cabezal, por medio del empuje generado por la acción giratoria de un husillo (tornillo de Arquímedes) que gira concéntricamente en una cámara a temperaturas controladas llamada cañón, con una separación milimétrica entre ambos elementos. El material polimérico es alimentado por medio de una tolva en un extremo de la máquina y debido a la acción de empuje se funde, fluye y mezcla en el cañón y se obtiene por el otro lado con un perfil geométrico preestablecido.
TECNICAS DE EXTRUSION
La clasificación general de los distintos tipos de técnicas para extrusión de polímero son las siguientes:
Extrusión:
Extrusión con un sólo husillo
Extrusores convencionales o típicos
Extrusores con ventilación (o venteo) o degasificación
Extrusores co-mezcladores (del inglés kneader)
Extrusores sin husillo
Bombas
Extrusores de discos
Extrusores de husillo múltiple
Extrusores de doble husillo
Husillos que no engranan
Husillos que engranan
Rotación en el mismo sentido
Rotación en sentido inverso
Extrusores con más de dos husillos
Rodillos planetarios
De 4 husillos (construcción particular para cada máquina)
PROCESO
El polímero funde por acción mecánica en combinación con la elevación de su temperatura por medio de calentamiento del cañón. La acción mecánica incluye los esfuerzos de corte y el arrastre, que empuja el polímero hacia la boquilla e implica un incremento en la presión.
La primera fusión que se presenta en el sistema ocurre en la pared interna del cañón, en forma de una delgada película, resultado del incremento en la temperatura del material y posteriormente también debida a la fricción. Cuando esta película crece, es desprendida de la pared del cañón por el giro del husillo, en un movimiento de ida y vuelta y luego un barrido, formando un patrón semejante a un remolino, o rotatorio sin perder el arrastre final. Esto continúa hasta que se funde todo el polímero.
Fusión y arrastre: Si el material se adhiere al husillo y resbala sobre la pared del cañón, entonces el arrastre es cero, y el material gira con el husillo. Si en cambio, el material no resbala con la pared del cañón y resbala con el husillo, entonces el arrastre es máximo y el transporte de material ocurre.
En la realidad el polímero experimenta fricción tanto en la pared del cañón como en el husillo, las fuerzas de fricción determinan el arrastre que sufrirá el polímero
Advertencia:Algunos polímeros funden exactamente en el sentido opuesto debido a sus características moleculares, esto ha dado origen al diseño de algunos husillos específicos. Revisar referencias para mayor información.
VIDEO
viernes, 12 de agosto de 2016
MOLDEADO AL VACIO
El Moldeo en vacío es una técnica de moldeo en arena en la que no se emplea ningún aglutinante, ya que la pieza queda suficientemente consistente gracias alvacío creado durante su realización en la caja de moldear. Se trata de una técnica relativamente moderna, ya que surgió en Japón a finales de la década de 1970.
Los diferentes tipos de moldeo en arena son los métodos más empleados en lo que a técnicas de moldeo se refiere, y se caracterizan por el empleo de arena común como material de molde. El procedimiento en estos métodos consiste en la formación de un molde (compuesto por dos piezas) apisonando la arena en torno a un patrón cuya forma será la de la pieza proyectada. A estos moldes, además, se les incorporará un sistema de orificios de colada y de aireación, para así permitir el flujo de metal fundido y minimizar posibles defectos internos en la pieza.
PROCESO
En esta técnica de moldeo, uno de los pasos más importantes es la preparación del molde en el que se va a realizar la colada, pues es de vital importancia que éste cumpla con las condiciones necesarias para obtener la pieza con las características deseadas, tanto a nivel dimensional como en calidad.
En primer lugar, debe tenerse la pieza inicial que se quiere reproducir seccionada en dos mitades. En la mitad superior, se le adherirá una pieza de material con el fin de posteriormente obtener el bebedero.
Posteriormente, se creará el vacío entre una de las mitades de la pieza y una fina película de plástico mediante el empleo de un sistema de acoplamiento de placa o doble placa.
Tras esto, se le colocará una caja de moldeo y se llenará de arena, dejando libre de ésta el volumen necesario para que el bebedero sea practicable. Hay que tener en cuenta que la caja de moldeo debe contar con orificios mediante los cuales se pueda succionar y crear el vacío.
Se colocará encima otra película de plástico, y se procederá a crear el vacío en la arena mediante los equipos necesarios (la presión oscilará entre 200 a 400 mm Hg (27 a 53 kPa)). Mediante esta práctica, se consigue la alta compactación del molde sin necesidad de ningún aglutinante.
Una vez compactado, se retirará el vacío ejercido sobre la pieza y la película de plástico, y se retirará el molde obtenido. Tras ello, se pasará a realizar el mismo proceso con la mitad inferior de la pieza, pero en este caso sin necesidad de dejar bebedero alguno en el molde.
Cuando están ya listas las dos partes, se ensamblan y se deja de aplicar el vacío en ambas partes.
Se realiza la colada, sin necesidad de retirar las películas de plástico, ya que estas se queman cuando entran en contacto con el metal fundido.
Finalmente, se dejará reposar la colada el tiempo suficiente hasta que esté completamente solidificada la pieza.
APLICACIONES
Este tipo de moldeo se emplea mucho en la fabricación de prototipos o piezas de las que no se requiere fabricar un gran número, ya que permite modificar el molde con facilidad. Además, al tratarse de un proceso muy lento no sería rentable implantarlo en sistemas de conformado en los que se requiere un gran volumen de producción de la misma pieza.
También se conoce como moldeo en vacío o vacuum forming al conformado de piezas con polímeros, con una técnica de creación de vacío entre la pieza patrón y el termoplástico, sin el empleo de ningún tipo de molde. Esta técnica está muy empleada para la fabricación de envoltorios para alimentos, utensilios de cocina, juguetes, etc.
En ingeniería, el moldeo por inyección es un proceso semicontinuo que consiste en inyectar un polímero,cerámico o un metal1 en estado fundido (o ahulado) en un molde cerrado a presión y frío, a través de un orificio pequeño llamado compuerta. En ese molde el material se solidifica, comenzando a cristalizar en polímerossemicristalinos. La pieza o parte final se obtiene al abrir el molde y sacar de la cavidad la pieza moldeada.
El moldeo por inyección es una técnica muy popular para la fabricación de artículos muy diferentes. Sólo en losEstados Unidos, la industria del plástico ha crecido a una tasa de 12 % anual durante los últimos 25 años, y el principal proceso de transformación de plástico es el moldeo por inyección, seguido del de extrusión. Un ejemplo de productos fabricados por esta técnica son los famosos bloques interconectables LEGO y juguetesPlaymobil, así como una gran cantidad de componentes de automóviles, componentes para aviones y naves espaciales.
Los polímeros han logrado sustituir otros materiales como son madera, metales, fibras naturales, cerámicas y hasta piedras preciosas; el moldeo por inyección es un proceso ambientalmente más favorable comparado con la fabricación de papel, la tala de árboles o cromados. Ya que no contamina el ambiente de forma directa, no emite gases ni desechos acuosos, con bajos niveles de ruido. Sin embargo, no todos los plásticos pueden serreciclados y algunos susceptibles de ser reciclados son depositados en el ambiente, causando daños al medio ambiente.
La popularidad de este método se explica con la versatilidad de piezas que pueden fabricarse, la rapidez de fabricación, el diseño escalable desde procesos de prototipos rápidos, altos niveles de producción y bajos costos, alta o baja automatización según el costo de la pieza, geometrías muy complicadas que serían imposibles por otras técnicas, las piezas moldeadas requieren muy poco o nulo acabado pues son terminadas con la rugosidad de superficie deseada, color y transparencia u opacidad, buena tolerancia dimensional de piezas moldeadas con o sin insertos y con diferentes colores.
PROCESO:
Velocidad:Un moldeador maximizará la producción al minimizar el tiempo del ciclo, que es la cantidad de tiempo necesario para fundir el plástico, inyectarlo en el molde, enfriarlo y extraer una parte terminada.Utilizar moldes más grandes para producir más de una parte cada vez que la máquina realiza un ciclo también puede aumentar la producción. Estos moldes se conocen como moldes de cavidades múltiples.Consistencia:La consistencia, o eliminación de scrap y tiempo improductivo, es tan importante como la producción en una operación de moldeo exitosa. El procesamiento más consistente es el resultado de un control cuidadoso de la temperatura del plástico, presión a medida que llena el molde, velocidad a la que el plástico llena el molde y condiciones de enfriado. Estas cuatro variables primarias de moldeo son independientes y con frecuencia pueden utilizarse para comprender los cambios en el proceso y solucionar problemas. Si bien las variables se aplican a prácticamente todos los procesos de moldeo por inyección, el proceso será levemente distinto en cada negocio, según la aplicación, el plástico utilizado y las preferencias del moldeador.Velocidad de llenado:En las aplicaciones de paredes delgadas, el material debe inyectarse en el molde tan rápido como sea posible para evitar que el plástico se endurezca antes de que la parte se llene por completo. Por lo general, las más recientes tecnologías de resinas y maquinarias en el área se concentran en rellenos más rápidos y sencillos. Además de minimizar el tiempo del ciclo mediante una mejor capacidad de llenado, el moldeador puede ahorrar en el costo de las resinas mediante la capacidad de llenar moldes más delgados o lograr mejor producción al utilizar moldes más grandes de cavidades más altas.
UNIDAD DE INYECCION
La función principal de la unidad de inyección es la de fundir, mezclar e inyectar el polímero. Para lograr esto se utilizan husillos de diferentes características según el polímero que se desea fundir. El estudio del proceso de fusión de un polímero en la unidad de inyección debe considerar tres condicionestermodinámicas:
Las temperaturas de procesamiento del polímero.
La capacidad calorífica del polímero Cp [cal/g °C].
El calor latente de fusión, si el polímero es semicristalino.
El proceso de fusión necesita de un aumento de la temperatura del polímero, que resulta del calentamiento y la fricción de este con la cámara y el husillo. La fricción y esfuerzos cortantes son básicos para una fusión eficiente, dado que los polímeros no son buenos conductores de calor. Un incremento en temperatura disminuye la viscosidad del polímero fundido; lo mismo sucede al incrementar la velocidad de corte. Por ello ambos parámetros deben ser ajustados durante el proceso. Existen, además, cámaras y husillos fabricados con diferentes aleaciones de metales, para cada polímero, con el fin de evitar el desgaste, la corrosión o la degradación. Con algunas excepciones —como el PVC—, la mayoría de los plásticos pueden utilizarse en las mismas máquinas.
En el ámbito de la industria textil, se denomina fibra o fibra textil al conjunto de filamentos o hebras susceptibles de ser usados para formar hilos (y de estos los tejidos), bien sea mediante hilado, o mediante otros procesos físicos o químicos. Así, la fibra es la estructura básica de los materiales textiles. Se considera fibra textil cualquier material cuya longitud sea muy superior a su diámetro y que pueda ser hilado.
En la fabricación del hilo para textiles —tanto tejidos como no tejidos—, se pueden utilizar dos tipos de fibra:
Fibra corta: hebras de hasta 6 cm de longitud. Se considera de mayor calidad cuanto más larga y más fina sea.
Filamento: hebras continuas. El filamento de alta calidad es más suave y resistente.
Los productos de lana son utilizados en su mayoría en zonas frías porque con su uso se mantiene el calor corporal; esto es debido a la naturaleza de la fibra del material.
SEDA: Lasedaes unafibra naturalformada por proteínas. También se conoce comosedaa la amplia variación detejidosfabricados con esta fibra.
Aunque es producida por varios grupos de insectos, en la actualidad sólo la seda producida por las larvas de Bombyx mori — el «gusano de seda»— se emplea en la fabricación industrial textil. Ha habido algunas investigaciones en búsqueda de otros tipos de sedas con distintas propiedades, que se diferencian a nivel molecular. En general las sedas son producidas principalmente por las larvas de insectos antes de que éstas completen su metamorfosis, pero también hay casos de sedas producidas por ejemplares adultos.
La secreción de seda es especialmente común en los artrópodos del género Hymenoptera (abejas, avispas y hormigas), y a veces se utiliza en la construcción de nidos. Otros artrópodos también producen seda, en particular diversos arácnidos, como las arañas.
ALGODON: El algodón es una fibra textil vegetal que crece alrededor de las semillas de la planta del algodón, un arbusto del géneroGossypium, perteneciendo a la familia de las malváceas, originario de las regiones tropicales y subtropicales, hay diferentes especies autóctonas en América, África o la India. La palabra algodón deriva del árabe (al) qutn.se saca de los pozos. Anteriormente en Latinoamérica dentro de las escuelas públicas y privadas, se enseñaba la palabra algodón con "h". Esto por la primera fabrica algodonera que llamo asi a su producto. Incluso existen textos donde la palabra algodón aparece con la letra "h". Despues del 2000 esto fue modificado por la RAE, libros y diccionarios fueron descontinuados.
NAILON:Elnailononilón(grafía en español del nombre comercialnylon, marca registrada) es unpolímeroartificial que pertenece al grupo de laspoliamidas. Se genera formalmente por policondensación de un diácido con unadiamina. La cantidad deátomosdecarbonoen las cadenas de la amina y del ácido se puede indicar detrás de las iniciales de poliamida. El más conocido, el PA6.6 o nailon 6,6, es por lo tanto el producto formal del ácido hexanodioico (ácido adípico) y lahexametilendiamina
.
POLIESTER:El poliéster (C10H8O4) es una categoría de elastómeros que contiene el grupo funcionaléster en su cadena principal. Los poliésteres que existen en la naturaleza son conocidos desde 1830, pero el término poliéster generalmente se refiere a los poliésteres sintéticos (plásticos), provenientes de fracciones pesadas del petróleo... El poliéster termoplástico más conocido es el PET. El PET está formado sintéticamente con etilenglicol más tereftalato de dimetilo, produciendo el polímero o poltericoletano. Como resultado del proceso de polimerización, se obtiene la fibra, que en sus inicios fue la base para la elaboración de los hilos para coser y que actualmente tiene múltiples aplicaciones, como la fabricación de botellas de plástico que anteriormente se elaboraban con PVC. Se obtiene a través de la condensación de dioles (grupo funcional dihidroxilo).
ELASTAN: El elastano, licra o spandex es una fibra sintética conocida por su gran elasticidad y resistencia. Científicamente se le conoce por ser un copolímero uretano-urea formado en un 95% por poliuretanos segmentados (Spandex) a base de unéter polibutenico (un polímero amorfo), que actúa como un muelle entre los grupos funcionales del poliuretano formando así largas cadenas, obteniéndose así filamentos continuos que pueden ser multifilamento o monofilamento.